|
|
|

|
荣誉证书>>应用案例
|
|
|
|
|
详细描述
|
|
ASC折弯机专用伺服说明
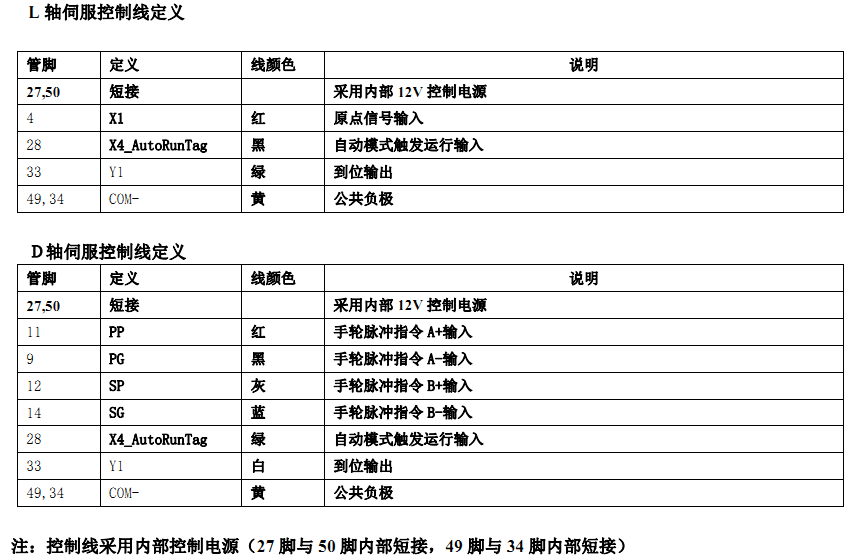
一、控制端口CN3管脚定义
(1)CN3管脚标识及定义

(2) 控制接线表
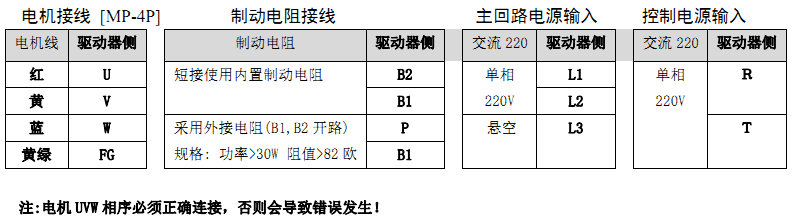
二、动力线出线说明
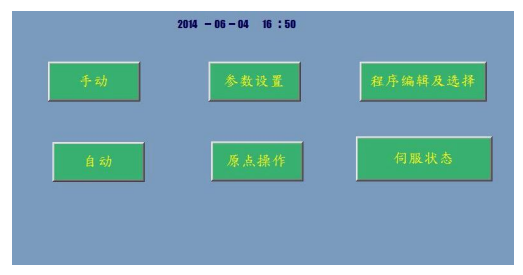
三、人机界面及动作功能说明
折弯专机伺服共有6个程序段可供选择,其中每个程序段有16个绝对值行程,可任意选择要运行的程序段及行程步数。运行的动作流程如下:
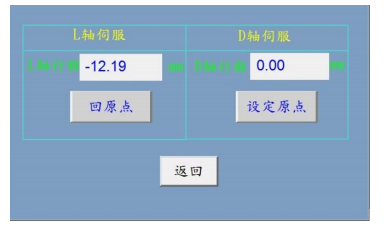
(一)回原点模式
对于L轴伺服,在触屏上点击“回原点”,则电机按设定的方向及速度运行,当碰到有效的原点开关时,电机停止并将当前位置及运行的步数初始化设置为0
对于D轴伺服,采用手轮控制伺服电机进行进给,在触屏上点击“设定原点”,则电将当前位置及运行的步数初始化设置为0
( 二)手动模式
L轴伺服:触屏上点击“正点动”或“反点动”则电机按设定的点动速度运行,松开按钮则停止。
D轴伺服:触屏上点击“正点动”或“反点动”则电机按设定的点动速度运行,松开按钮则停止。也可由手轮进行正反点动控制。

(三)自动模式
必须进入触屏的自动页面才允许自动模式运行。
-
在触屏上点击“自动启动”则L轴及D轴伺服按选择的程序段及步数运行至第一步停止,同时输出到位信号。
-
L轴及D轴伺服接收到有效的启动信号,则运行至第二步后停止,同时输出到位信号。
-
L轴及D轴伺服接收到有效的启动信号后,若要运行的步数到达设定值则运行至第一步,否则运行至第三步。如此反复。

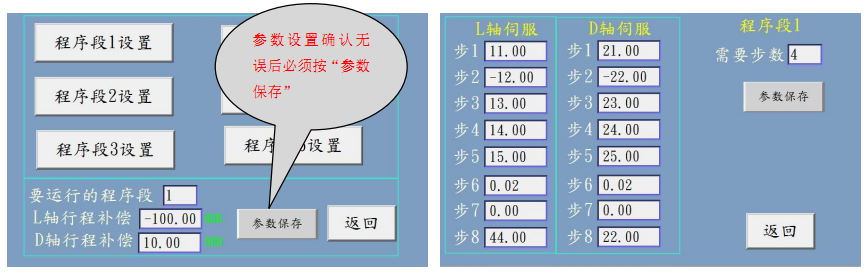
(四)其它人机操作
(1)程序段及步数设置
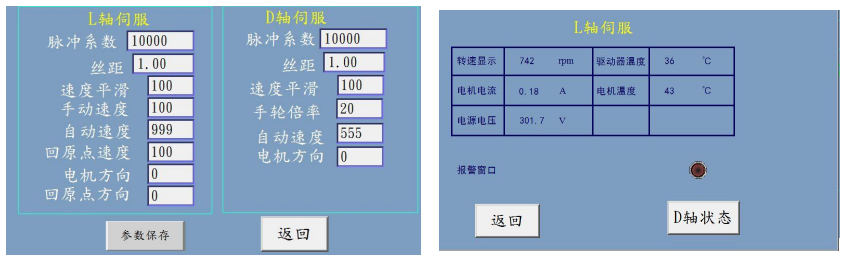
(2)系统参数及状态
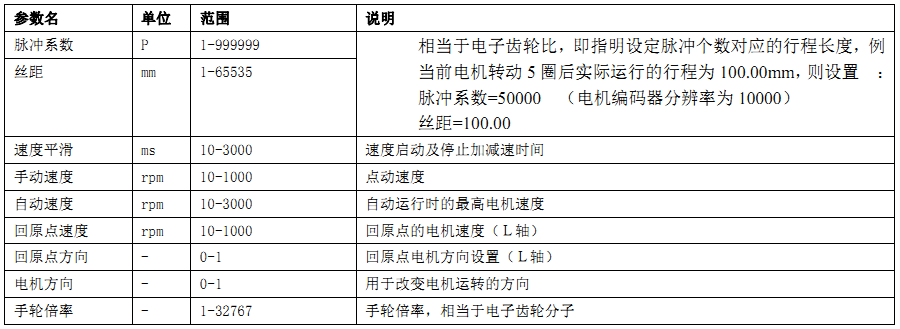
(3)系统参数说明
|
|