|
希雷伺服在高精度数控切管机上的应用
一、概述
高速切管机也称下料机,适用于各种管料切割,特别适合轴承企业的批量生产。设备外观如下图所求,主要由送料装置,夹紧装置,切刀伺服(Y轴),纵向装置伺服(X轴)构成。
工作流程:送料 夹紧管料 X轴运动(碰到顶针急停) 切刀进给对管料进行切割。
对于高精度的下料机要求重复精度达0.1mm。此技术指标在当前国内鲜有满足此要求的伺服厂家。多数伺服只能满足0.3mm-0.5mm重复精度要求,此精度远达不到高精度轴承企业的要求,只能在低端场合应用。珠海希雷科技伺服产品具有速度平衡性高,响应快,刚度高等优异性能,应用在高精度的下料机上有极好的表现。

二、电机气构成及工作原理。
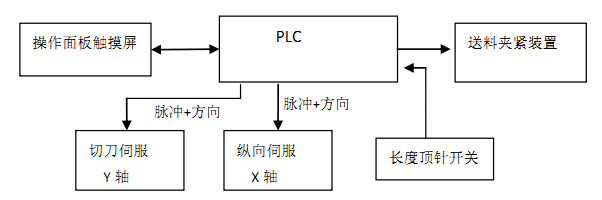
电气构成如下图所求。其中X轴及Y轴伺服驱动器采用珠海希雷ASCA-A4030E2-N。适配400W/3000rpm小惯量电机,型号为:M60A-A4030E。
工作原理如下:
当送料夹紧装置完成后,PLC驱动X轴电机以2500rpm速度快速向前运行,当碰到顶针开关后PLC即停止X轴伺服脉冲指令。此时再驱动Y轴电机以2500rpm的速度快速运行至接近管臂位置再慢速向前切割。
三、纵向伺服调整(X轴)
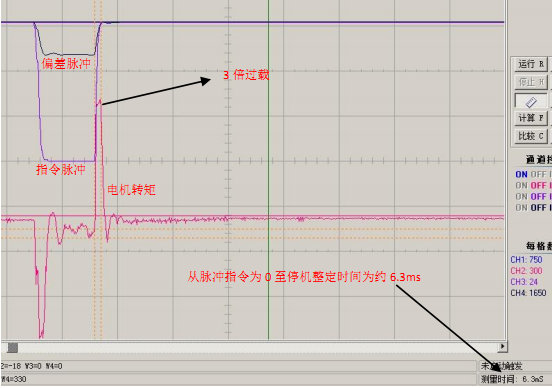
由于PLC检测到顶针后需立即停止X轴电机以保证加工精度,若X轴电机不能快速停止及整定,则精度无法保证。故X轴伺服需工作在高响应状态,设置速度环增益为90Hz,位置环增益为250Hz,同时为防止过冲需将速度前馈参数设置为0.采用希雷伺服监控软件观测运行效果如下图所示:
当碰到长度顶针开关时,PLC即停止脉冲指令,X轴伺服工作在3倍过载状态下以快速驱动由2500rpm至电机停止。此过程仅需6.3ms左右整定完成。
四、切刀伺服的调整(Y轴)
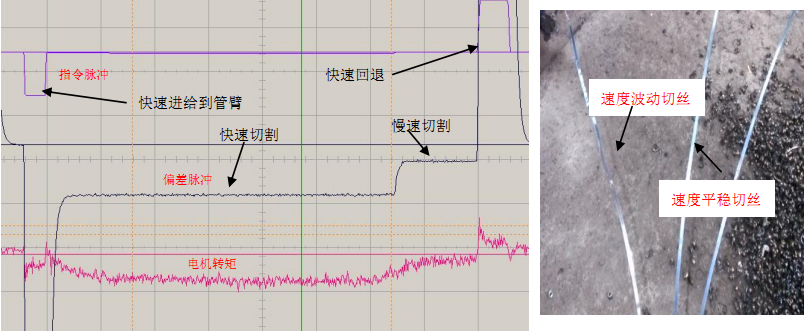
Y轴伺服主要驱动切刀进行切割,要求对负载扰动抵抗能力强,否则会出现在切割时电机速度产生波动而导致切刀进给不平稳,结果将表现为刀具易钝,切丝弯曲而导致卡丝等问题。为此Y轴响应增益应小于X轴增益。设置速度环增益为90Hz,位置环增益为50Hz(实测值),若位置环增益太高(大于150Hz)会导致在低速时速度波动变大。运行效果如下图所示:
五、总结
高精度切管机对X轴伺服响应要求极高,响应及整定时间慢会导致精度变差。要求Y轴伺服对负载的抗扰动能力强,速度平稳性高。对此高要求,据切管机厂家反映,国内很多伺服厂家都进行过尝试,均以失败告终。珠海希雷科技有限公司伺服产品响应快,抗负载扰动能力强,在高速、高精度的切管上有优异的表现,可达到重复精度0.1mm的要求,成功应用于此行业,并经市场长期应用可靠检验。
|